かずばん
勤続約37年、CAM関連の業務に携わりCAMデータ供給や、社内のNC工作機械新規設備の導入検討立上げなどにも携わる。
CAMは、昔の自動プロから始まり20年ほど前に3Dに移行後、GRADE、Space-E、HyperMILLを使用。
社内での立上げなどで携わったNC工作機械は、国内製では、マキノ、オークマ、OKK、安田、ソディック、ナガセ、ワイダなどで、海外製では、Hauser、Moore、Hermle など。





3D CAD
3D CAM
3Dプリンター
CNC
3次元測定器
IoT・AI(人工知能)

更新日:2017.05.30
3Dプリンターのテーブルの水平を確認するG-codeを作ってみた
 マシニングマスター「かずばん」のインダストリー4.0への挑戦
マシニングマスター「かずばん」のインダストリー4.0への挑戦
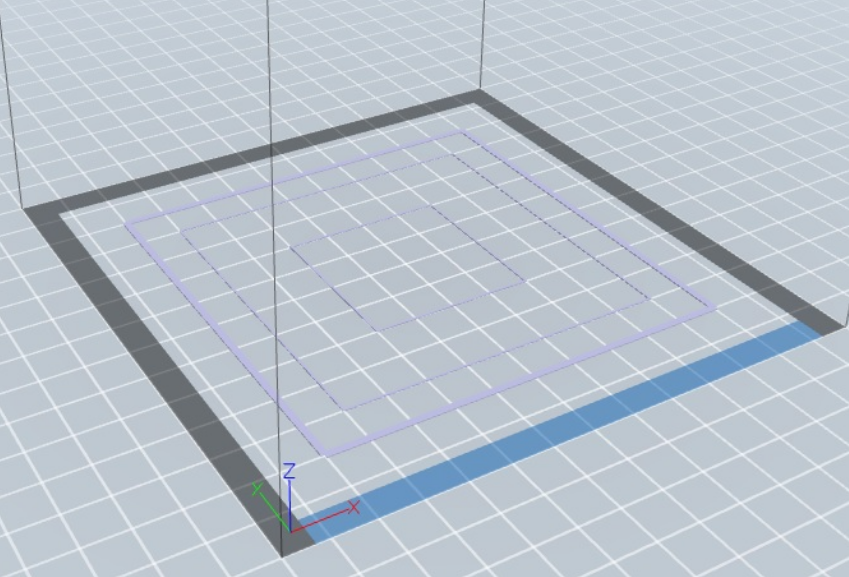
E指令がだいたい分かったので、テーブルの水平を確認するプログラムを作ってみる
テーブルの8割ぐらいの外周から、フィレメントを出しながら
内側に3周するようなプログラム
均一にフィレメントが載れは、水平だしは、問題ないとします
私のFinder は、角140mmのテーブルなので、100mmの四角から内側に入るような
動きにしよう。
FlashPrint が吐き出すコードと同様に、最初の外周のみは、
通常の3倍程度フィレメントを多く出すことにします。
作成したG-codeはこんな感じ
;start gcode
M118 X50.00 Y50.00 Z10.00 T0
M140 S0
M104 S210 T0
M107
G90
G28
M132 X Y Z A B
G1 Z50.00 F400
G161 X Y F3300
M6 T0
M907 X100 Y100 Z40 A80 B20
M108 T0
G1 X40.00 Y40.00 F4800
;preExtrude:0.20
G1 Z20.0 F400
G1 Z2.0 F100
G1 Z0.20 F40
;preExtruder:0.145L
G1 X50.00 Y50.00 F1800
G1 X-50.00 Y50.00 E14.5 F1200
G1 X-50.00 Y-50.00 E29.0
G1 X50.00 Y-50.00 E43.5
G1 X50.00 Y50.00 E58.0
;start:0.05L
M106
G1 E56.7 F1800
G1 X40.0 Y40.0 F1800
G1 E58.0 F1800
G1 X-40.00 Y40.00 E62.0 F800
G1 X-40.00 Y-40.00 E66.0
G1 X40.00 Y-40.00 E70.0
G1 X40.00 Y40.00 E74.0
;0.05L
G1 E72.7 F1800
G1 X20.0 Y20.0 F1800
G1 E74.0 F1800
G1 X-20.00 Y20.00 E76.0 F600
G1 X-20.00 Y-20.00 E78.0
G1 X20.00 Y-20.00 E80.0
G1 X20.00 Y20.00 E82.0
;end
M107
G1 E80.7 F1800
;end gcode
M104 S0 T0
G162 Z
G28 X Y
M132 X Y Z A B
G91
M18
これを、FlashPrint にドロップすれば、思惑通りの動きがシミュレートされます
でも本当は最初はうまくいかなかった。
実は、G-code を入力するとき、各指令のワードをくっ付けていました
そうするFlashPrint はうまく読み込めないみたい。ワードはスペースで区切ったほうがいいみたい
早速プリント。

最初の外周は、フィレメント量も3倍なので、結構いい感じで進んでいます
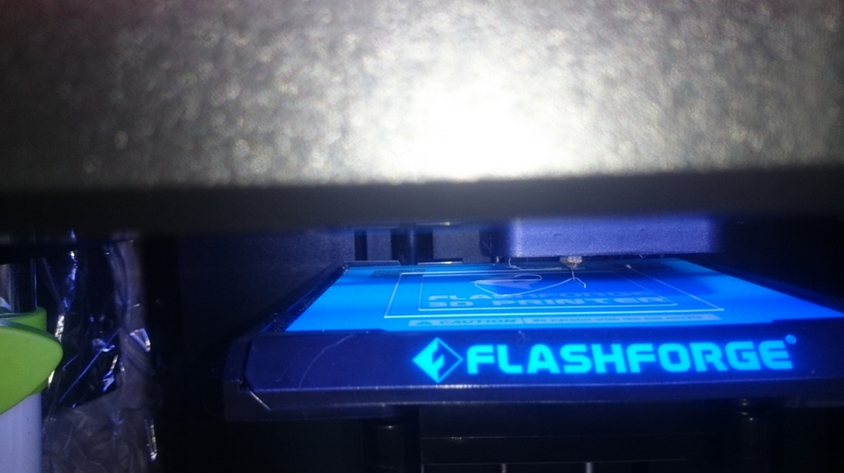
内側に入ると、はがれてきた。
再度、内側だけスピードを落として
ちょっとZを下げて(Z0.2 ⇒ Z0.15)みたけどあまりかわらなかった
でも、まぁ、外周がこれだけ張り付いていれば、テーブルの水平はOKじゃないかなぁ
これで、ランニング運転用と、テーブル水平だし用と、テーブル確認用のプログラム完成
Finder は一度実行すると、本体側にプログラムは保存されているので
いつでも、実行できます。


高機能なCAD「Fusion 360」が学べるセミナー