かずばん
勤続約37年、CAM関連の業務に携わりCAMデータ供給や、社内のNC工作機械新規設備の導入検討立上げなどにも携わる。
CAMは、昔の自動プロから始まり20年ほど前に3Dに移行後、GRADE、Space-E、HyperMILLを使用。
社内での立上げなどで携わったNC工作機械は、国内製では、マキノ、オークマ、OKK、安田、ソディック、ナガセ、ワイダなどで、海外製では、Hauser、Moore、Hermle など。





3D CAD
3D CAM
3Dプリンター
CNC
3次元測定器
IoT・AI(人工知能)

更新日:2017.05.28
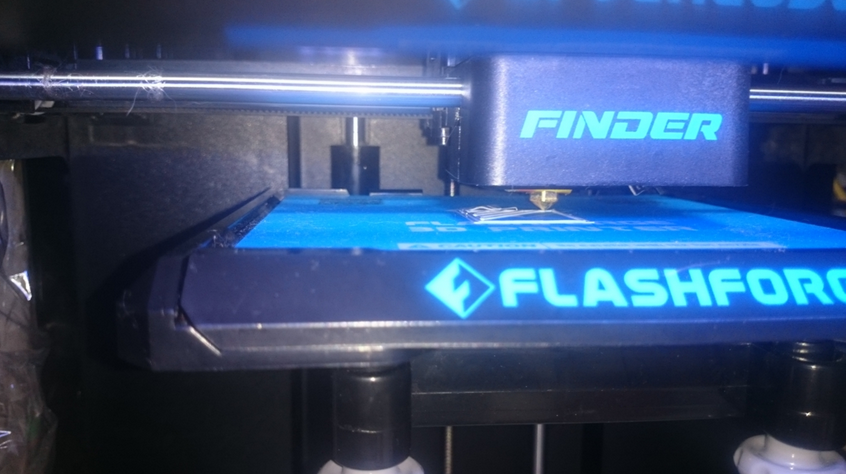
FLASHFORGE Finder テーブル水平だし用 G-code を作成してみた
 マシニングマスター「かずばん」のインダストリー4.0への挑戦
マシニングマスター「かずばん」のインダストリー4.0への挑戦
テーブル水平だしG-code 、結局途中で一時停止する方法がわからなかったので
4個のプログラムを作成しました
- 左手前、ゲージ高さ20mmで停止するプログラム
- 右手前、ゲージ高さ20mmで停止するプログラム
- 中央奥、ゲージ高さ20mmで停止するプログラム
- ホームポジションへもどるプログラム
この4個
1.で停止したら、20mmのゲージをノズルの下側へ持って行き、調整ネジでノズル先端を合わせます
直接だと怖いので、紙を間にはさんで、左右に動かしながら、若干あたりを感じる場所で調整

2,3も同様に調整ネジで調整し、4で終了
確認として、20mm_BOXを印刷してみました
最初から、ほとんど問題なさそうなので、強制終了しましたが、正常に印刷できてます
なんとなくですが、本体の半自動の水平だし機能よりも水平精度はよいように思えます

作成したG-code は下記
指定Z値は、挟む紙(厚さ0.1mm)を考慮して、Z20.1mmで設定
1.
;start gcode
M140 S0
M107
G90
G28
M132 X Y Z A B
;bigin data
G161 X Y F3300
G1 Z20.100 F400
;end data
M107
M104 S0 T0
M132 X Y Z A B
G91
M18
2.
;start gcode
M140 S0
M107
G90
G28
M132 X Y Z A B
;bigin data
G162 X F3300
G161 Y F3300
G1 Z20.100 F400
;end data
M107
M104 S0 T0
M132 X Y Z A B
G91
M18
3.
;start gcode
M140 S0
M107
G90
G28
M132 X Y Z A B
;bigin data
G01X0 F3300
G162 Y F3300
G1 Z20.100 F400
;end data
M107
M104 S0 T0
M132 X Y Z A B
G91
M18
4.
;start gcode
M140 S0
M107
G90
G28
M132 X Y Z A B
;bigin data
;end data
M107
M104 S0 T0
M132 X Y Z A B
G91
M18


高機能なCAD「Fusion 360」が学べるセミナー