3DCAD・3DCAM・CNC(マシニング)・3Dプリンターなど
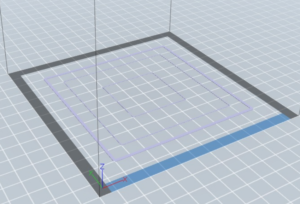
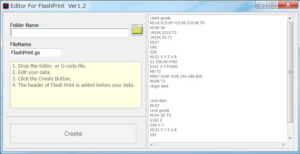
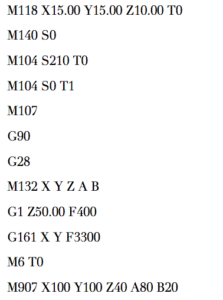
3DCAD・3Dプリンター・3DCAMなら【SEIZONET】HOME > 3Dプリンターのテーブルの水平を確認するG-codeを作ってみた
高機能なCAD「Fusion 360」が学べるセミナー